Rumored Buzz on Additive Manufacturings
Wiki Article
The Basic Principles Of Manufacturing
Table of ContentsSome Known Facts About Mfg.Mfg Fundamentals ExplainedWhat Does Lean Manufacturing Do?Not known Details About Oem The 6-Second Trick For Manufacturing IndustriesThe Facts About Additive Manufacturing Revealed
The message on this web page is a sample from our complete White Paper 'Shot Moulding for Customers' - * Sample text * - for complete guide click the download button over! Introduction This guide is intended for people that are wanting to resource plastic mouldings. It offers a much required insight right into all that is included with creating plastic components, from the mould tool called for to the moulding procedure itself.If you intend to discover even more, the guide covers kinds of mould tools, in addition to unique ending up processes such as colours & plating. Words that are underlined can be discovered in the glossary in the appendix ... Part I: Moulding: The Basics The Benefits of Injection Moulding Plastic injection moulding is a very exact procedure that supplies several benefits over other plastic processing approaches.
Accuracy is perfect for extremely elaborate components. Contrasted to various other strategies, moulding enables you to incorporate even more features at really small resistances. Have an appearance at the image to the. You can hold this moulding in the hand of your hand and it has managers, ribs, metal inserts, side cores as well as holes, made with a gliding turned off attribute in the mould tool.
Not known Incorrect Statements About Hon Hai Precision

from material feed & melting; product shot; cooling time as well as ejection to the re-closing of the mould tool prepared for the following cycle. Draft angles - The wall surfaces of a moulded component must be slightly tapered in the direction in which the component is ejected from the mould device, to enable the part to be ejected quickly.
Ejector stroke - The pressing out of ejector pins to eject the moulded component from the mould tool. Ejector stroke speed, size as well as timing requires to be carefully regulated to avoid damage to the ejectors as well as mould tool, however at the same time make the moulding cycle as brief as possible.

Mfg for Dummies
Ribs - When a plastic part has thin wall surfaces, ribs are added to the layout to make the slim wall surfaces more powerful Side cores - Side activity which creates a feature on a moulded component, at an opposing angle to the typical opening instructions of the mould tool. die casting. The side core requires to be able to retract as the plastic part can not be expelled or else.
Wall surfaces - The sides of a moulded part The message on this web page is an example from our complete White Paper 'Injection Moulding for Buyers'.
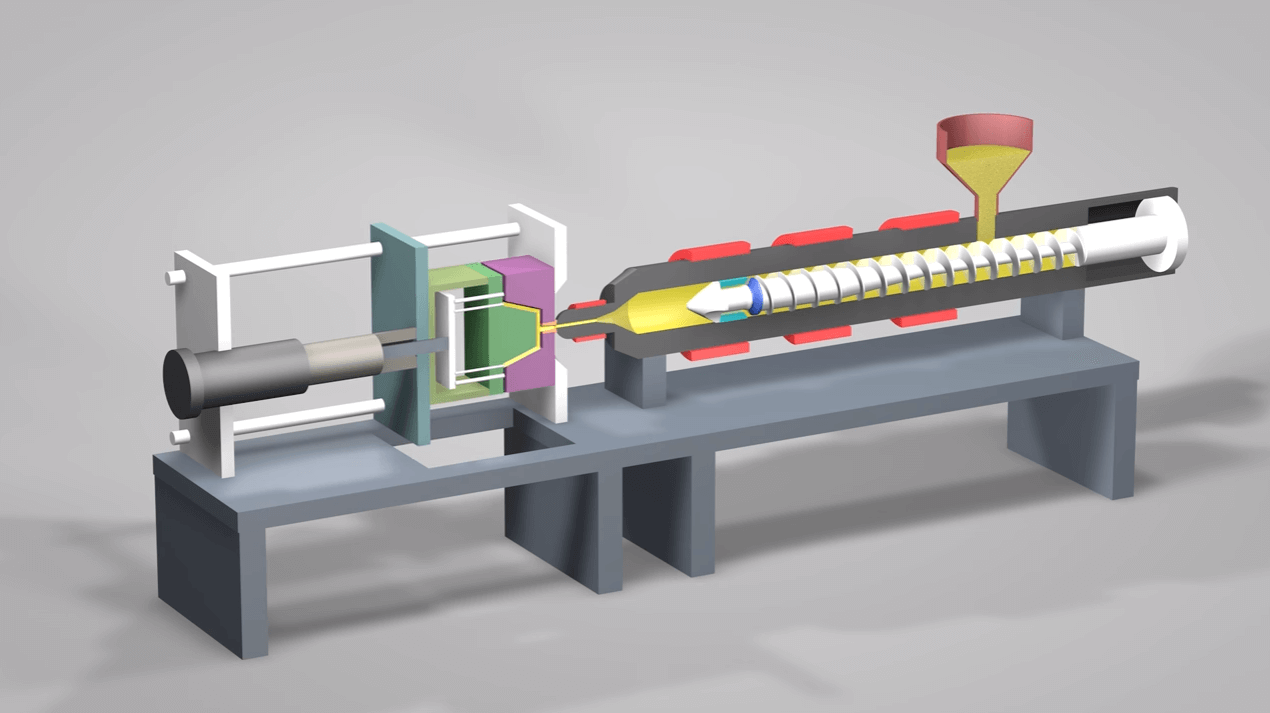
Injection moulding is commonly made use of for recommended you read producing a range of components, from the tiniest elements to entire body panels of cars and trucks. Injection moulding utilizes a special-purpose device that has 3 parts: the injection system, the mould as well as the clamp.
Manufacturing Things To Know Before You Get This
, with the quantity used of the former being substantially higher.: 13 Thermoplastics are common due to characteristics that make them very appropriate for injection moulding, such as simplicity of recycling, flexibility for a vast range of applications,: 89 and capacity to soften and move on heating.In several dental caries moulds, each dental caries can be identical as well as create the very same components or can be unique as well as develop several various geometries throughout a single cycle.
When enough material has gathered, the check this material is forced at high pressure and also rate right into the component developing dental caries. The specific amount of contraction is a feature of the material being utilized, as well as can be reasonably foreseeable. To avoid spikes in pressure, the procedure generally makes use of a transfer setting corresponding to a 9598% full dental caries where the screw changes from a continuous velocity to a constant stress control.
The Facts About Mfg Uncovered
As soon as the screw reaches the transfer placement the packaging pressure is used, which finishes mould dental filling and makes up for thermal contraction, which is rather high for thermoplastics loved one to many other products. The packaging pressure is applied up until eviction (cavity entryway) strengthens. As a result of its small size, the entrance is usually the starting point to solidify with its whole thickness.: 16 Once the gateway solidifies, say goodbye to material can enter the tooth cavity; appropriately, the screw reciprocates as well as gets material for the next cycle while the material cellular manufacturing within the mould cools down to make sure that it can be expelled and also be dimensionally secure.Report this wiki page